Industrial Epoxy Floor Coating
We provide superior Industrial epoxy floor coating services to Manufacturing Facilities, Industrial Warehouses, Food & Beverage Processing Plants, Auto & Aircraft Maintenance and Parking Spaces, Fire & Public Safety Facilities, Correctional & Government Service Facilities, etc
Our Industrial Floor Coating Services
Every industry is different. The type of industrial epoxy floor coatings and other various treatments you need can vary even within a single facility. Therefore, we don’t believe in a “one size fits all” approach when it comes to designing and installing the institutional, industrial floor coating systems for your facility. AI Coating carries a wide variety of flooring products and works in conjunction with many floor coating product manufactures. All of them with different solutions and techniques when it comes to floor coatings. Below you will find our Industrial Floor Coating Services best-suited for the needs of your industry and facility.
HOW CAN WE HELP?
Contact Us Today for a FREE Consultation, Inspection and Cost Estimate.
We are committed to protecting your privacy & personal data. Read our Privacy Policy.

Manufacturing
Production Facility, Control Room, Machine Shop, Ramp, Test Room, Loading Dock, Locker Room, Restroom etc.

Industrial Warehouse
Forklift Traffic, Pallet Truck Traffic, Heavy Load Dragging Area, Product Packing Shop, Loading Dock etc

Food & Beverage
Beverage Production, Bakery, Dairy, Meat & Seafood, Brewery, Winery & Distillery, Bottling Room, Washdown Area etc

Auto & Aircraft
Airport & Concourse, Parking Facility, Aircraft Hangar, Auto Shop, Car Dealership & Showroom, Maintenance Shop

Fire & Public Safety
Fire Station, Ambulance & EMS Building, Police Station, Transportation Department Fleet Management Facility

Government Services
Military Base Facility, Military Training Facility, Goverment Service Building, Correctional Facility etc.
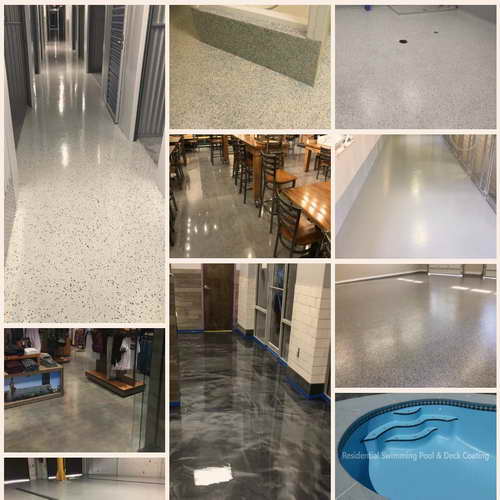
Industrial Floor Coatings Challenges & Solutions
Just as each area of your facility differs in purpose, the needs for the flooring criteria for each industry differ as well. Our floor coatings service offers a comprehensive line of products including epoxy floor coatings, urethane coatings, cementitious mortar systems, moisture control systems, MMA systems etc. No matter what options you choose, our various components all join together to create long-
Recommended Flooring System:
100% solids, cementitious-urethane concrete industrial floor coatings system. The combination of two-part urethane technology, portland cement and select aggregates provides attributes similar to concrete, making it very resistant to thermal shock. Highly resistant to cleaning/sanitizing chemicals and food acids.
Recommended Flooring System: 100% solids, cementitious-urethane concrete floor coating system with a natural quartz aggregate broadcast and a UV-stable cementitious-urethane topcoat providing a slip-resistant, gloss finish industrial concrete flooring.
Recommended Flooring System:
MOISTURE CONTROL SYSTEM is a self-leveling concrete coatings system to be applied to concrete to control moisture vapor emissions. Moisture Control System can be applied with a pin rake, screed rake or notched trowel/squeegee. It is designed to provide a refinished surface on concrete prior to the application of non-permeable industrial concrete floor coatings.
Recommended Flooring System: High build & extra strength 100% epoxy or urethane industrial concrete coatings systems. Typically floor epoxy coating will handle loads up to 100 tons. Some industrial floor epoxy when fully cured is super hard. It has a hardness rating of Shore-D 90. To put that in perspective, hard hats are typically rated at between 75-85. It also has a compressive strength of 13,600psi, many times stronger than the concrete it’s going on and has excellent impact resistance.
Recommended Flooring System: High build & extra strength 100% industrial epoxy flooring or urethane flooring systems. Typically floor epoxy coating will handle loads up to 100 tons. Some industrial floor epoxy when fully cured is super hard. It has a hardness rating of Shore-D 90. To put that in perspective, hard hats are typically rated at between 75-85. It also has a compressive strength of 13,600psi, many times stronger than the concrete it’s going on and has excellent impact resistance.
Recommended Flooring System: On top of the harsh chemicals and heavy wear to which these floors are subjected these finishes must also support safety and sanitation regulations administered by agencies like the USDA, FDA, OSHA, and others. Facilities need USDA-approved concrete industrial floor coatings to help them pass rigorous inspections.
Recommended Flooring System: We have industrial floor coating systems can meet special construction needs: Zero or low VOC, fast curing, some products could be installed and cured on wet surface at very low temperature.
Explore our industrial epoxy floor coating solutions to see some useful flooring ideas for your different applications, or let one of our local experts work with you to design a unique concrete flooring system that provide the quality and superior performance, for your budget.
Our floor systems do their job, so you can focus on doing yours.